ઘણી વિનંતીઓને અનુસરીને હું હવે આ વેબસાઈટ પર મેગ્નાબેન્ડ સેન્ટરલેસ હિન્જ્સના વિગતવાર રેખાંકનો ઉમેરી રહ્યો છું.
જોકે મહેરબાની કરીને નોંધ કરો કે આ હિન્જ્સ એક-ઓફ મશીન માટે બનાવવા માટે ખૂબ મુશ્કેલ છે.
હિન્જના મુખ્ય ભાગોને ચોક્કસ કાસ્ટિંગ (ઉદાહરણ તરીકે રોકાણ પ્રક્રિયા દ્વારા) અથવા NC પદ્ધતિઓ દ્વારા મશીનિંગની જરૂર છે.
શોખીનોએ કદાચ આ મિજાગરું બનાવવાનો પ્રયાસ ન કરવો જોઈએ.
જોકે ઉત્પાદકોને આ રેખાંકનો ખૂબ મદદરૂપ લાગી શકે છે.
(હિંગના ઉત્પાદનમાં સરળતા માટે તાજેતરમાં વિકસિત હેમી-હિંગની ભલામણ કરવામાં આવે છે. સંપૂર્ણ વર્ણન અને રેખાંકનો અહીં જુઓ).
મેગ્નાબેન્ડ સેન્ટ્રેલેસ કમ્પાઉન્ડ હિન્જની શોધ મિસ્ટર જ્યોફ ફેન્ટન દ્વારા કરવામાં આવી હતી અને તે ઘણા દેશોમાં પેટન્ટ કરવામાં આવી હતી.(પેટન્ટ હવે સમાપ્ત થઈ ગઈ છે).
આ હિન્જ્સની ડિઝાઇન મેગ્નાબેન્ડ મશીનને સંપૂર્ણપણે ઓપન-એન્ડેડ બનાવવાની મંજૂરી આપે છે.
બેન્ડિંગ બીમ વર્ચ્યુઅલ અક્ષની આસપાસ ફરે છે, સામાન્ય રીતે મશીનની કાર્યકારી સપાટીથી સહેજ ઉપર, અને બીમ સંપૂર્ણ 180 ડિગ્રી પરિભ્રમણ દ્વારા સ્વિંગ કરી શકે છે.
નીચે આપેલા ડ્રોઈંગ અને ઈમેજોમાં માત્ર એક જ હિન્જ એસેમ્બલી બતાવવામાં આવી છે.જો કે મિજાગરાની અક્ષને વ્યાખ્યાયિત કરવા માટે ઓછામાં ઓછી 2 મિજાગરીની એસેમ્બલી સ્થાપિત કરવી આવશ્યક છે.
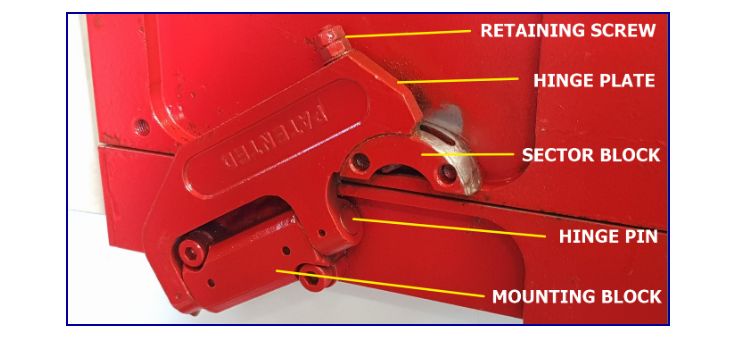
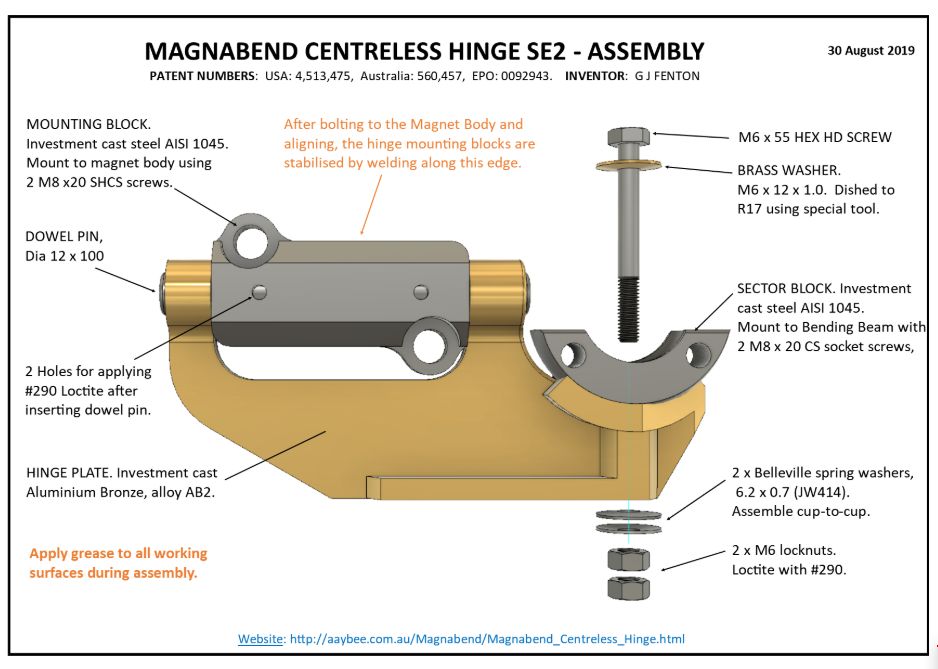
હિન્જ એસેમ્બલી અને ભાગોની ઓળખ (180 ડિગ્રી પર બેન્ડિંગ બીમ):
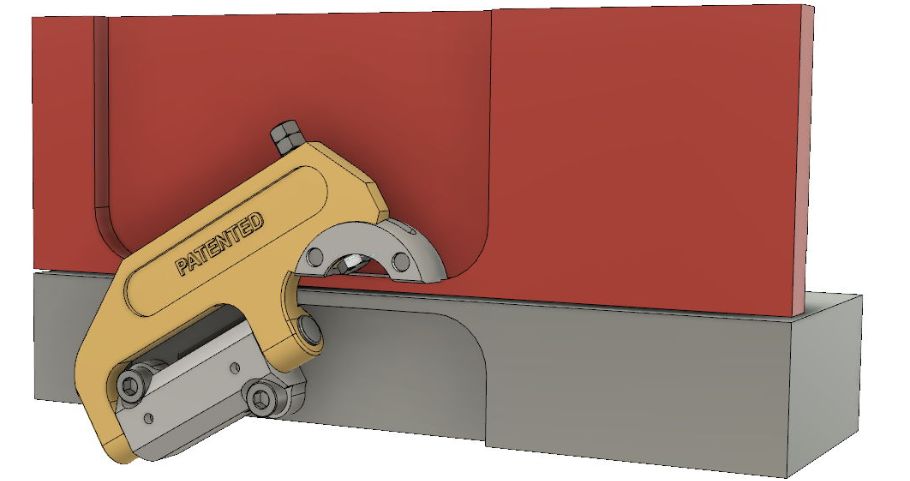
લગભગ 90 ડિગ્રી સ્થિતિમાં બેન્ડિંગ બીમ સાથે હિન્જ:

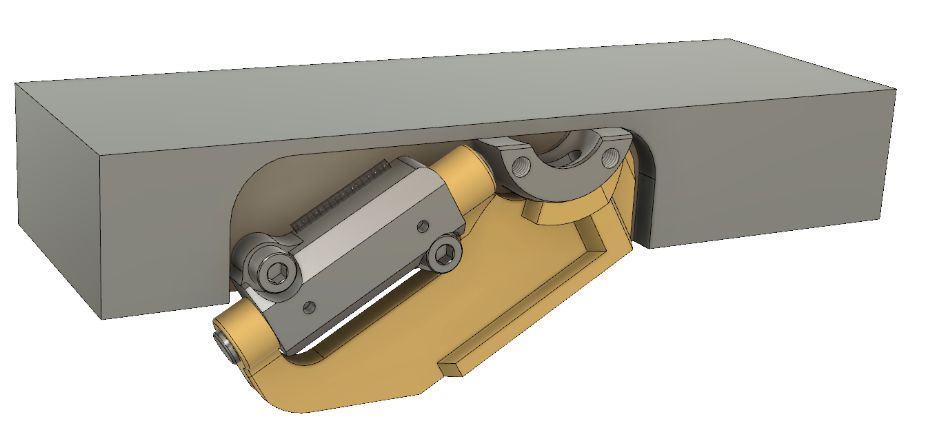
માઉન્ટેડ હિન્જ એસેમ્બલી -3ડીમોડેલ્સ:
નીચેનો આકૃતિ હિન્જના 3-D મોડેલમાંથી લેવામાં આવ્યો છે.
નીચેની "STEP" ફાઇલ પર ક્લિક કરીને: માઉન્ટેડ Hinge Model.step તમે 3D મોડલ જોઈ શકશો.
(નીચેની એપ્લિકેશનો .step ફાઇલો ખોલશે: AutoCAD, Solidworks, Fusion360, IronCAD અથવા તે એપ્લિકેશનો માટે "દર્શક" માં).
3D મૉડલ ઓપન થવાથી તમે ભાગોને કોઈપણ ખૂણેથી જોઈ શકો છો, વિગતો જોવા માટે ઝૂમ કરી શકો છો અથવા અન્ય ભાગોને વધુ સ્પષ્ટ રીતે જોઈ શકવા માટે અમુક ભાગોને અદૃશ્ય કરી શકો છો.તમે કોઈપણ ભાગો પર માપ પણ કરી શકો છો.
હિન્જ એસેમ્બલીને માઉન્ટ કરવા માટેના પરિમાણો:
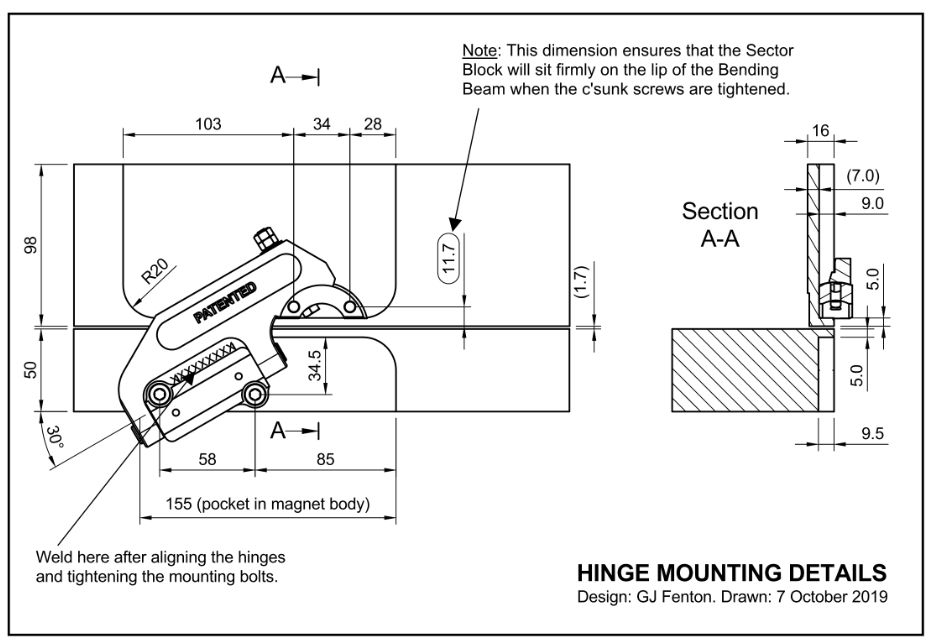
હિન્જ એસેમ્બલી:
વિસ્તૃત દૃશ્ય માટે ડ્રોઇંગ પર ક્લિક કરો.પીડીએફ ફાઇલ માટે અહીં ક્લિક કરો: હિન્જ એસેમ્બલી.પીડીએફ
વિગતવાર રેખાંકનો:
નીચે સમાવિષ્ટ 3D મૉડલ ફાઇલો (STEP ફાઇલો)નો ઉપયોગ 3D પ્રિન્ટિંગ માટે અથવા કમ્પ્યુટર એઇડેડ મેન્યુફેક્ચરિંગ (CAM) માટે થઈ શકે છે.
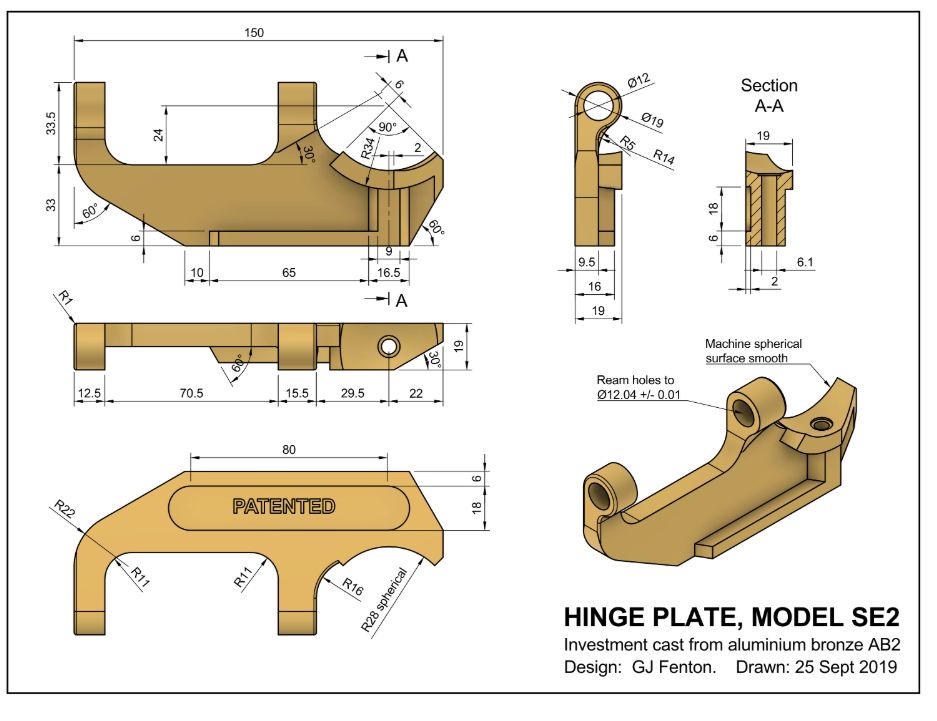
1. હિન્જ પ્લેટ:
વિસ્તૃત દૃશ્ય માટે ડ્રોઇંગ પર ક્લિક કરો.પીડીએફ ફાઈલ માટે અહીં ક્લિક કરો: Hinge Plate.PDF.3D મોડલ: Hinge Plate.step
2. માઉન્ટિંગ બ્લોક:
મોટું કરવા માટે ડ્રોઇંગ પર ક્લિક કરો.pdf ફાઇલ માટે અહીં ક્લિક કરો: Mounting_Block-welded.PDF, 3D મોડલ: MountingBlock.step
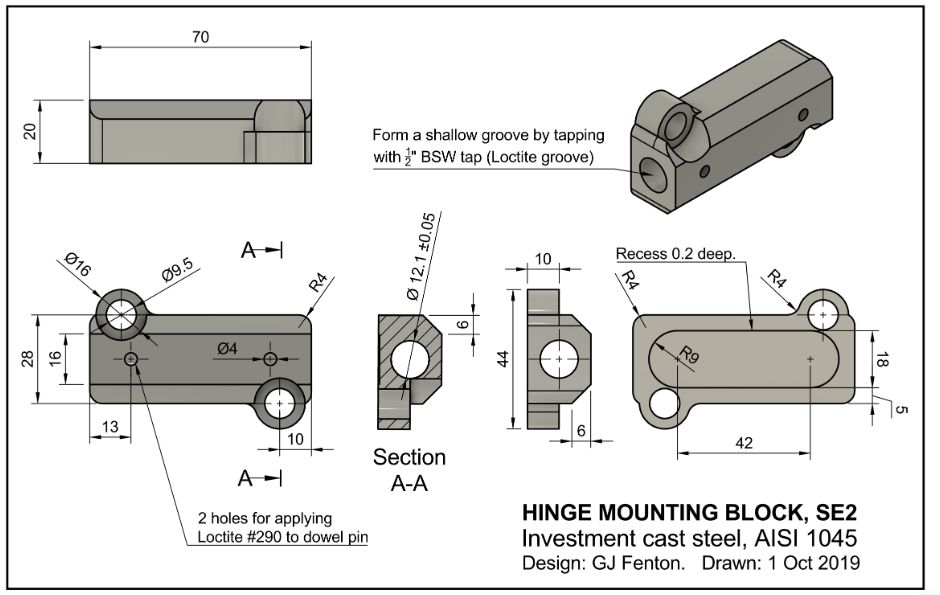
માઉન્ટિંગ બ્લોક સામગ્રી AISI-1045 છે.આ ઉચ્ચ કાર્બન સ્ટીલ તેની ઊંચી શક્તિ અને હિન્જ પિન હોલની આસપાસ સ્વેજીંગ સામે પ્રતિકાર માટે પસંદ કરવામાં આવે છે.
મહેરબાની કરીને નોંધ કરો કે આ મિજાગરું માઉન્ટિંગ બ્લોક અંતિમ સંરેખણ પછી મેગ્નેટ બોડીમાં વેલ્ડિંગ દ્વારા સ્થિર કરવા માટે ડિઝાઇન કરવામાં આવ્યું છે.
હિન્જ પિન માટે છિદ્રની અંદર છીછરા થ્રેડ માટે સ્પષ્ટીકરણ પણ નોંધો.આ થ્રેડ વિક-ઇન લોકટાઇટ માટે એક ચેનલ પ્રદાન કરે છે જે હિન્જ એસેમ્બલી દરમિયાન લાગુ થાય છે.(જ્યાં સુધી તે સારી રીતે લૉક ઇન ન હોય ત્યાં સુધી હિન્જ પિન કામ કરવાની મજબૂત વલણ ધરાવે છે).
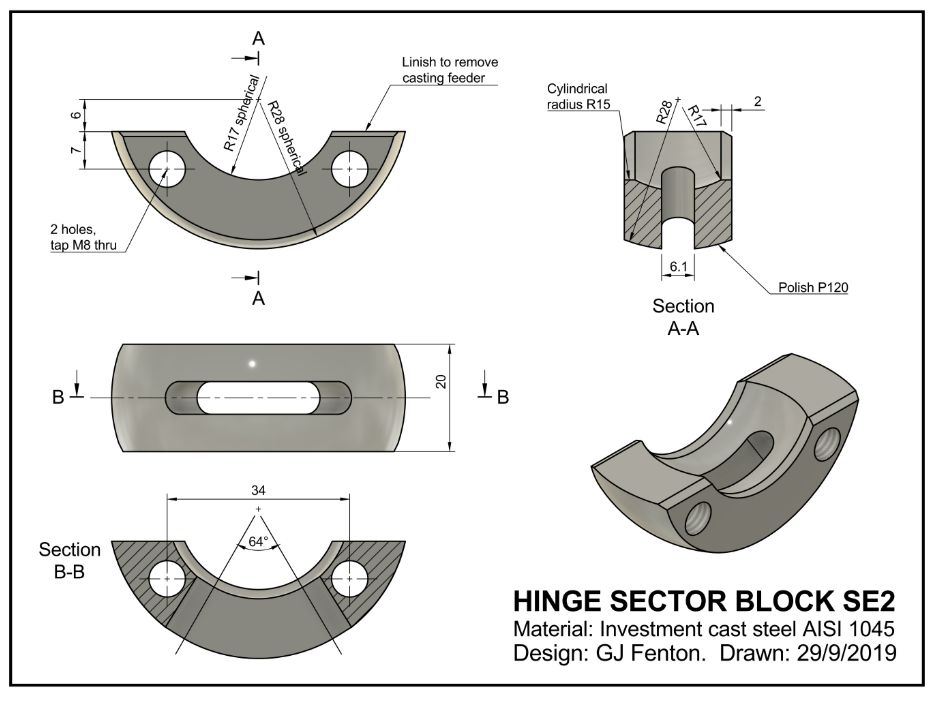
3. સેક્ટર બ્લોક:
વિસ્તૃત દૃશ્ય માટે ડ્રોઇંગ પર ક્લિક કરો.પીડીએફ ફાઇલ માટે અહીં ક્લિક કરો: સેક્ટર બ્લોક.પીડીએફ, 3ડી કેડ ફાઇલ: સેક્ટર બ્લોક.સ્ટેપ
4. હિન્જ પિન:
સખત અને ગ્રાઉન્ડ પ્રિસિઝન સ્ટીલ ડોવેલ પિન.

બોલ્ટેડ-ઓન હિન્જ્સ
હિન્જ એસેમ્બલી ઉપરના ડ્રોઇંગ્સ અને મોડેલોમાં બેન્ડિંગ બીમ (સેક્ટર બ્લોકમાં સ્ક્રૂ દ્વારા) સાથે બોલ્ટ કરવામાં આવે છે પરંતુ મેગ્નેટ બોડી સાથેનું જોડાણ બોલ્ટિંગ અને વેલ્ડીંગ પર આધાર રાખે છે.
જો વેલ્ડીંગની આવશ્યકતા ન હોય તો હિન્જ એસેમ્બલી ઉત્પાદન અને ઇન્સ્ટોલ કરવા માટે વધુ અનુકૂળ રહેશે.
મિજાગરીના વિકાસ દરમિયાન અમને જાણવા મળ્યું કે જ્યારે ઉચ્ચ સ્થાનિક લોડ લાગુ કરવામાં આવે ત્યારે માઉન્ટિંગ બ્લોક લપસી ન જાય તેની ખાતરી આપવા માટે અમે એકલા બોલ્ટ સાથે પૂરતું ઘર્ષણ મેળવી શકતા નથી.
નોંધ: બોલ્ટની પાંખો પોતે માઉન્ટિંગ બ્લોકને સરકતા અટકાવતી નથી કારણ કે બોલ્ટ મોટા કદના છિદ્રોમાં હોય છે.પોઝિશનમાં ગોઠવણ અને નાની અચોક્કસતા પૂરી પાડવા માટે છિદ્રોમાં ક્લિયરન્સ જરૂરી છે.
જો કે અમે પ્રોડક્શન લાઇન માટે ડિઝાઇન કરાયેલા વિશિષ્ટ મેગ્નાબેન્ડ મશીનોની શ્રેણી માટે સંપૂર્ણ બોલ્ટ-ઓન હિન્જ્સ સપ્લાય કર્યા હતા.
તે મશીનો માટે હિન્જ લોડ મધ્યમ હતા અને સારી રીતે વ્યાખ્યાયિત હતા અને આમ બોલ્ટ-ઓન હિન્જ્સ સારી રીતે કામ કરતા હતા.
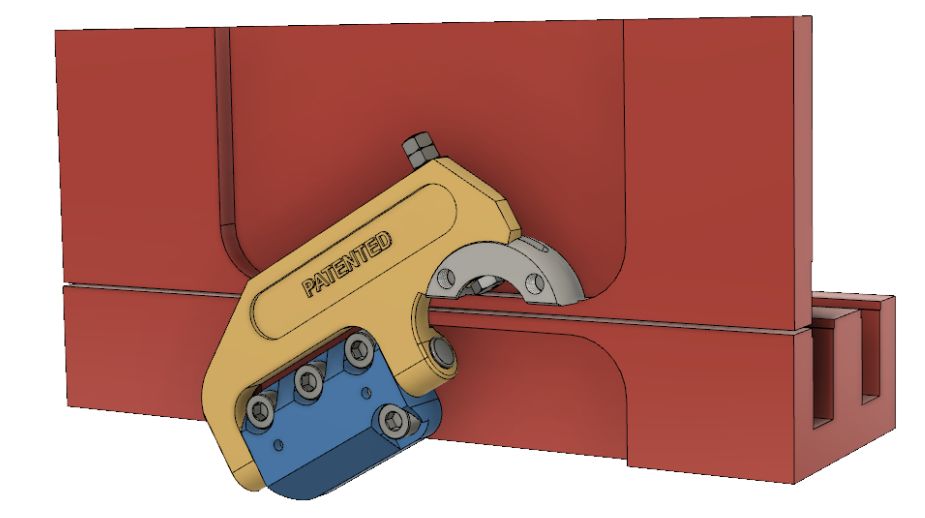
માઉન્ટિંગ બ્લોક (વાદળી રંગ)ની નીચેની રેખાકૃતિમાં ચાર M8 બોલ્ટ (બે M8 બોલ્ટ વત્તા વેલ્ડીંગને બદલે) સ્વીકારવા માટે ડિઝાઇન કરવામાં આવી છે.
પ્રોડક્શન-લાઇન મેગ્નાબેન્ડ મશીનો માટે ઉપયોગમાં લેવાતી આ ડિઝાઇન હતી.
(મુખ્યત્વે 1990 ના દાયકામાં અમે વિવિધ લંબાઈના તેમાંથી લગભગ 400 વિશિષ્ટ મશીનો બનાવ્યાં).
મહેરબાની કરીને નોંધ કરો કે ઉપરના બે M8 બોલ્ટ મેગ્નેટ બોડીના આગળના ધ્રુવમાં ટેપ કરે છે જે હિન્જ પોકેટ હેઠળના વિસ્તારમાં માત્ર 7.5mm જાડા છે.
આમ આ સ્ક્રૂ 16mm લાંબા (માઉન્ટિંગ બ્લોકમાં 9mm અને મેગ્નેટ બોડીમાં 7mm) કરતાં વધુ ન હોવા જોઈએ.
જો સ્ક્રૂ લાંબા હોય તો તે મેગ્નાબેન્ડ કોઇલ પર ટકરાશે અને જો તે વધુ ટૂંકા હોય તો થ્રેડની અપૂરતી લંબાઈ હશે, એટલે કે જ્યારે સ્ક્રૂને તેમના ભલામણ કરેલ તણાવ (39 Nm) પર ટોર્ક કરવામાં આવે ત્યારે થ્રેડો છીનવી શકે છે.
M10 બોલ્ટ માટે માઉન્ટિંગ બ્લોક:
અમે M10 બોલ્ટ્સ સ્વીકારવા માટે માઉન્ટિંગ બ્લોક હોલ્સને વિસ્તૃત કરવા માટે કેટલાક પરીક્ષણો કર્યા.આ મોટા બોલ્ટ્સને ઊંચા તાણ (77 Nm) સુધી ટોર્ક કરી શકાય છે અને આ, માઉન્ટિંગ બ્લોક હેઠળ લોકટાઈટ #680 નો ઉપયોગ કરીને, પ્રમાણભૂત મેગ્નાબેન્ડ મશીન માટે માઉન્ટિંગ બ્લોકને લપસતા અટકાવવા માટે પર્યાપ્ત કરતાં વધુ ઘર્ષણમાં પરિણમે છે (વળવા માટે રેટ કરેલ છે. 1.6mm સ્ટીલ સુધી).
જો કે આ ડિઝાઇનને કેટલાક શુદ્ધિકરણ અને વધુ પરીક્ષણની જરૂર છે.
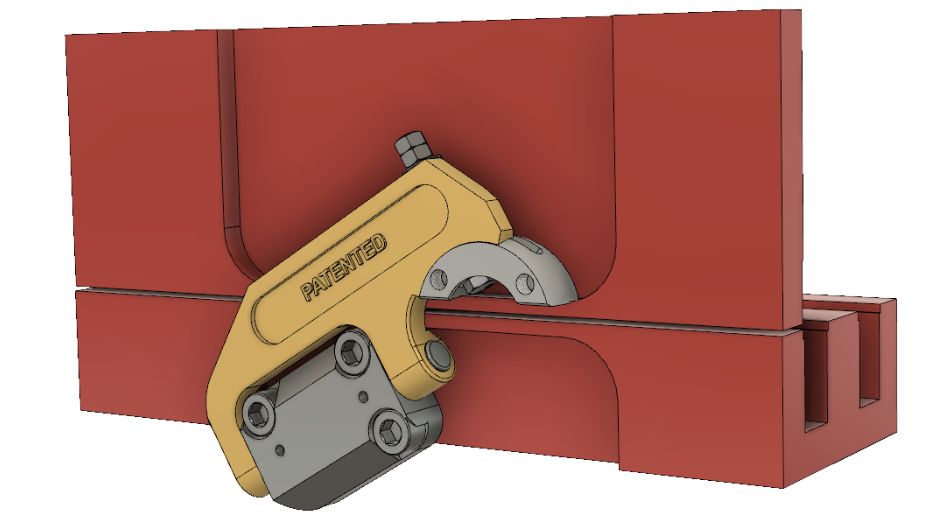
નીચેનો આકૃતિ 3 x M10 બોલ્ટ સાથે ચુંબકના શરીર પર માઉન્ટ થયેલ મિજાગરીને બતાવે છે:
જો કોઈપણ ઉત્પાદકને સંપૂર્ણ બોલ્ટ-ઓન હિન્જ વિશે વધુ વિગતો જોઈતી હોય તો કૃપા કરીને મારો સંપર્ક કરો.
પોસ્ટનો સમય: ઑક્ટો-12-2022