JDCBEND મુશ્કેલી નિવારણ માર્ગદર્શિકા
મુશ્કેલી નિવારણ માર્ગદર્શિકા
વિદ્યુત સમસ્યાઓને ઠીક કરવાનો સૌથી સહેલો રસ્તો JDC ઉત્પાદક પાસેથી રિપ્લેસમેન્ટ ઇલેક્ટ્રિકલ મોડ્યુલનો ઓર્ડર કરવાનો છે.આ વિનિમય ધોરણે પૂરા પાડવામાં આવે છે અને તેથી તેની કિંમત એકદમ વ્યાજબી છે.
એક્સચેન્જ મોડ્યુલ મોકલતા પહેલા તમે નીચેની બાબતો તપાસી શકો છો:
જો મશીન બિલકુલ કામ કરતું નથી:
a) ONOFF સ્વીચમાં પાયલોટ લાઇટનું અવલોકન કરીને મશીનમાં પાવર ઉપલબ્ધ છે કે નહીં તે તપાસો.
b) જો પાવર ઉપલબ્ધ હોય પરંતુ મશીન ડેડ છે પરંતુ ખૂબ જ ગરમ લાગે છે, તો થર્મલ કટ-આઉટ ટિપ થઈ શકે છે.આ કિસ્સામાં મશીન ઠંડું થાય ત્યાં સુધી રાહ જુઓ (લગભગ % એક કલાક) અને પછી ફરીથી પ્રયાસ કરો.
c) બે હાથે શરૂ થતા ઇન્ટરલોક માટે જરૂરી છે કે હેન્ડલ ખેંચાય તે પહેલા START બટન દબાવવામાં આવે.જો હેન્ડલ પહેલા ખેંચવામાં આવે તો મશીન ચાલશે નહીં.એવું પણ બની શકે છે કે START બટન દબાવવામાં આવે તે પહેલાં બેન્ડિંગ બીમ "એન્ગલ માઇક્રોસ્વિચ" ને ચલાવવા માટે પૂરતા પ્રમાણમાં ખસે (અથવા બમ્પ થયેલ છે).જો આવું થાય, તો ખાતરી કરો કે હેન્ડલને પહેલા સંપૂર્ણપણે પાછળ ધકેલવામાં આવે છે.જો આ સતત સમસ્યા હોય તો તે સૂચવે છે કે માઇક્રોસ્વિચ એક્ટ્યુએટરને ગોઠવણની જરૂર છે (નીચે જુઓ).
d) બીજી શક્યતા એ છે કે START બટન ખામીયુક્ત હોઈ શકે છે.જો તમારી પાસે મોડલ 1250E અથવા તેનાથી મોટું હોય તો મશીનને વૈકલ્પિક START બટન અથવા ફૂટસ્વિચમાંથી કોઈ એક વડે શરૂ કરી શકાય કે કેમ તે તપાસો.
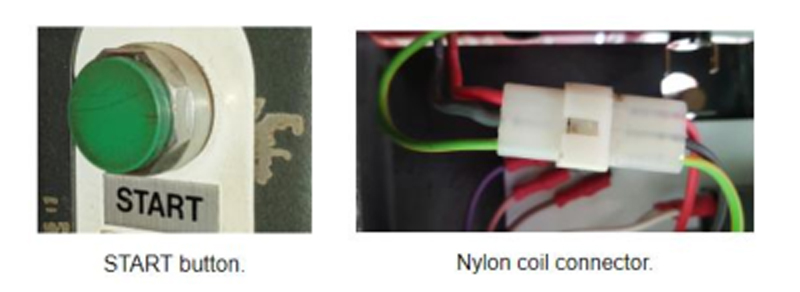
e) નાયલોન કનેક્ટર પણ તપાસો જે ઇલેક્ટ્રિકલ મોડ્યુલને મેગ્નેટ કોઇલ સાથે જોડે છે.
f) જો ક્લેમ્પિંગ કામ કરતું નથી પરંતુ START બટન છોડવા પર ક્લેમ્પબાર નીચે આવે છે તો આ સૂચવે છે કે 15 માઇક્રોફારાડ (650E પર 10 μuF) કેપેસિટર ખામીયુક્ત છે અને તેને બદલવાની જરૂર પડશે.
g) જો મશીન ચલાવવામાં આવે ત્યારે બાહ્ય ફ્યુઝ અથવા ટ્રીપ સીરીયુટ બ્રેકર્સ ફૂંકાય છે, તો સૌથી વધુ સંભવિત ઇયુઝ એ બ્લોન બ્રિજ-રિટિફાયર છે.આંતરિક સમારકામનો પ્રયાસ કરતા પહેલા ખાતરી કરો કે મશીન પાવર આઉટલેટમાંથી અનપ્લગ થયેલ છે.
યોગ્ય રિપ્લેસમેન્ટ રેક્ટિફાયર;
RS ઘટકો ભાગ નંબર: 227-8794
મહત્તમ વર્તમાન: 35 amps સતત,
મહત્તમ રિવર્સ વોલ્ટેજ: 1000 વોલ્ટ,
ટર્મિનલ્સ: 14" ઝડપી જોડાણ અથવા "ફાસ્ટન'
આશરે કિંમત: $12.00 બ્રિજ રેક્ટિફાયર છબી

જો લાઇટ ક્લેમ્પિંગ ચાલે છે પરંતુ સંપૂર્ણ ક્લેમ્પિંગ થતું નથી:
તપાસો કે "એંગલ માઇક્રોસ્વિચ" યોગ્ય રીતે કાર્ય કરી રહ્યું છે.
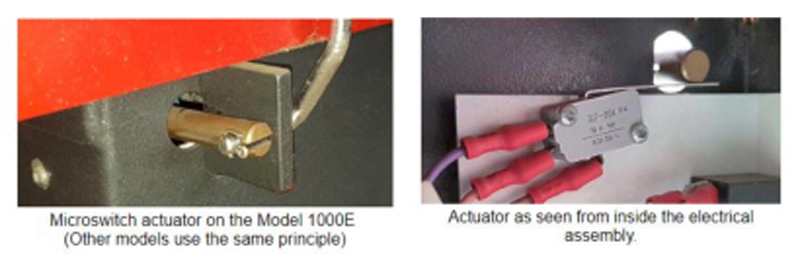
આ સ્વીચ ચોરસ (અથવા ગોળ) પિત્તળના ટુકડા દ્વારા ચલાવવામાં આવે છે જે મિકેનિઝમ દર્શાવતા કોણ સાથે જોડાયેલ છે. જ્યારે હેન્ડલ ખેંચાય છે ત્યારે બેન્ડિંગ બીમ ફરે છે જે પિત્તળના એક્ટ્યુએટરને પરિભ્રમણ આપે છે.બદલામાં એક્ટ્યુએટર ઇલેક્ટ્રિકલ એસેમ્બલીની અંદર માઇક્રોસ્વિચ ચલાવે છે.
સ્વિચ એક્ટ્યુએટર
મૉડલ 1000E પર માઇક્રોસ્વિચ એક્ટ્યુએટર
(અન્ય મોડેલો સમાન સિદ્ધાંતનો ઉપયોગ કરે છે)
અંદરથી એક્ટ્યુએટર
વિદ્યુતની અંદરથી દેખાય છે તેમ એક્ટ્યુએટર
એસેમ્બલી
હેન્ડલને બહાર અને અંદર ખેંચો. તમે માઈક્રોસ્વિચને ચાલુ અને બંધ પર ક્લિક કરતા સાંભળવા માટે સમર્થ હોવા જોઈએ (જો ત્યાં વધુ પડતો પૃષ્ઠભૂમિ અવાજ ન હોય તો).
જો સ્વીચ ચાલુ અને બંધ પર ક્લિક ન કરે તો બેન્ડિંગ બીમને જમણે ઉપર સ્વિંગ કરો જેથી પિત્તળના એક્ટ્યુએટરનું અવલોકન કરી શકાય.બેન્ડિંગ બીમને ઉપર અને નીચે ફેરવો.એક્ટ્યુએટરને બેન્ડિંગ બીમના પ્રતિભાવમાં ફેરવવું જોઈએ (જ્યાં સુધી તે તેના સ્ટોપ પર પકડે નહીં) - જો તે ન થાય તો તેને વધુ ક્લચિંગ બળની જરૂર પડી શકે છે.1250E પર ક્લચિંગ ફોર્સનો અભાવ સામાન્ય રીતે એક્ટ્યુએટર શાફ્ટના છેડે આવેલા બે M8 કેપ-હેડ સ્ક્રૂને ચુસ્ત ન હોવા સાથે સંબંધિત છે.જો એક્ટ્યુએટર ફરે છે અને બરાબર પકડે છે પરંતુ તેમ છતાં માઇક્રોસ્વિચને ક્લિક કરતું નથી તો તેને એડજસ્ટ કરવાની જરૂર પડી શકે છે.આ કરવા માટે પહેલા પાવર આઉટલેટમાંથી મશીનને અનપ્લગ કરો અને પછી ઇલેક્ટ્રિકલ એક્સેસ પેનલને દૂર કરો.
a) મોડલ 1250E પર એક્ચ્યુએટરમાંથી પસાર થતા સ્ક્રૂને ટ્યૂમ કરીને ટર્ન-ઓન પોઈન્ટ એડજસ્ટ કરી શકાય છે.સ્ક્રુને એવી રીતે એડજસ્ટ કરવું જોઈએ કે જ્યારે બેન્ડિંગ બીમની નીચેની ધાર લગભગ 4 મીમી ખસી જાય ત્યારે સ્વિચ ક્લિક કરે.(650E અને 1000E પર માઈક્રોસ્વિચના હાથને વાળીને સમજદાર ગોઠવણ પ્રાપ્ત થાય છે.)
b) જો એક્ટ્યુએટર યોગ્ય રીતે કામ કરતું હોવા છતાં માઇક્રોસ્વિચ ચાલુ અને બંધ પર ક્લિક ન કરે તો સ્વીચ પોતે અંદર ફ્યુઝ થઈ શકે છે અને તેને બદલવાની જરૂર પડશે.
આંતરિક સમારકામનો પ્રયાસ કરતા પહેલા ખાતરી કરો કે મશીન પાવર આઉટલેટમાંથી અનપ્લગ થયેલ છે.
V3 માઇક્રોસ્વિચએ યોગ્ય રિપ્લેસમેન્ટ V3 સ્વીચ:
આરએસ ભાગ નંબર: 472-8235
વર્તમાન રેટિંગ: 16 એએમપીએસ
વોલ્ટેજ રેટિંગ: 250 વોલ્ટ એસી
લીવર પ્રકાર: લાંબો

c) જો તમારું મશીન સહાયક સ્વીચ સાથે ફીટેડ હોય તો ખાતરી કરો કે તે "સામાન્ય" સ્થિતિમાં સ્વિચ કરેલું છે.(જો સ્વીચ "AUX CLAMP" સ્થિતિમાં હશે તો ઓલી લાઇટ ક્લેમ્પિંગ ઉપલબ્ધ થશે)
જો ક્લેમ્પીંગ બરાબર છે પરંતુ જ્યારે મશીન બંધ થાય ત્યારે ક્લેમ્પબાર્સ રીલીઝ થતા નથી:
આ રિવર્સ પલ્સ ડિમેગ્નેટાઇઝિંગ સર્કિટની નિષ્ફળતા સૂચવે છે.સૌથી વધુ સંભવિત કારણ ફૂંકાયેલું 6.8 ઓહ્મ પાવર રેઝિસ્ટર હશે.બધા ડાયોડ પણ તપાસો અને રિલેમાં સંપર્કોને ચોંટી જવાની શક્યતા પણ તપાસો.
ઇન્ટરમલ રિપેર કરવાનો પ્રયાસ કરતા પહેલા ખાતરી કરો કે મશીન પાવર આઉટલમાંથી અનપ્લગ થયેલ છે.
વાયરવાઉન્ડ રેઝિસ્ટરએ યોગ્ય રિપ્લેસમેન્ટ રેઝિસ્ટર:
એલિમેન્ટ14 ભાગ નં.145 7941
6.8 ઓહ્મ, 10 વોટ પાવર રેટિંગ,
લાક્ષણિક કિંમત S1.00

જો મશીન ભારે ગેજ શીટને વાળશે નહીં:
a) તપાસો કે કામ મશીનની સ્પષ્ટતામાં છે.ખાસ નોંધ લો કે 1.6 મીમી (16 ગેજ) બેન્ડિંગ માટે એક્સ્ટેંશન બારને બેન્ડિંગ બીમ સાથે ફીટ કરેલ હોવું જોઈએ અને હોઠની લઘુત્તમ પહોળાઈ 30 મીમી હોવી જોઈએ.આનો અર્થ એ છે કે ઓછામાં ઓછી 30 મીમી સામગ્રી ક્લેમ્પબારની બેન્ડિંગ કિનારીમાંથી બહાર નીકળવી જોઈએ.(આ એલ્યુમિનિયમ અને જુઓ બંનેને લાગુ પડે છે.)
જો વાળવું મશીનની સંપૂર્ણ લંબાઈ ન હોય તો હોઠ સાંકડા શક્ય છે.
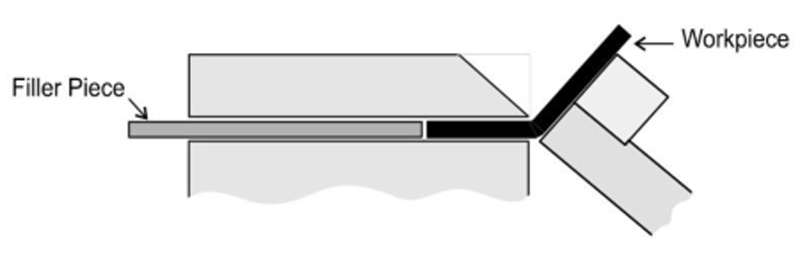
b) તેમજ જો વર્કપીસ ક્લેમ્પબાર હેઠળ જગ્યા ભરતી નથી, તો કામગીરી પ્રભાવિત થઈ શકે છે.શ્રેષ્ઠ પરિણામો માટે હંમેશા ક્લેમ્પબારની નીચેની જગ્યાને વર્કપીસ જેટલી જ જાડાઈના સ્ટીલના ટુકડાથી ભરો.(શ્રેષ્ઠ મેગ્નેટિક ક્લેમ્પિંગ માટે ફ્લર પીસ સ્ટીલનો હોવો જોઈએ, ભલે વર્કપીસ સ્ટીલ ન હોય)
જો વર્કપીસ પર ખૂબ જ સાંકડા હોઠ બનાવવાની જરૂર હોય તો તેનો ઉપયોગ કરવાની પણ આ શ્રેષ્ઠ પદ્ધતિ છે.