2000E અને 2500E
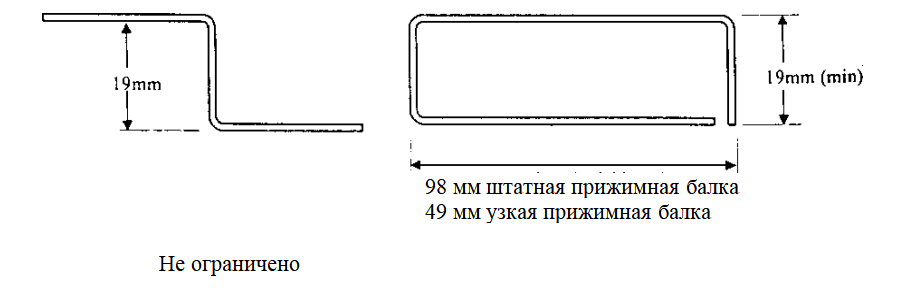
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| સામગ્રી | sТ/sВ | મેક્સીમાલ્નાયા толщина листа | નેઇમેનિશયા высота буртика | રાદીયુસ |
| Мягкая сталь | 250/320 મપા | 1,6 મીમી* | 30 મીમી | 3,5 મીમી |
| 1,2 મીમી | 15 મીમી | 2,2 મીમી | ||
| 1,0 મીમી | 10 મીમી | 1,5 મીમી | ||
| અલ્યુમિની | 140/160 МПа | 1,6 મીમી* | 30 મીમી | 1,8 મીમી |
| 1,2 મીમી | 15 મીમી | 1,2 મીમી | ||
| 1,0 મીમી | 10 મીમી | 1,0 મીમી | ||
| નરજાવ્યુશયા સ્ટાલ | 210/600 МПа | 1,0 મીમી* | 30 મીમી | 3,5 મીમી |
| 0.9 મીમી | 15 મીમી | 3.0 મીમી | ||
| 0,8 મીમી | 10 મીમી | 1,8 મીમી |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3200Е મોડલ
(Используется стандартная прижимная балка для гибки заготовки максимальной длины)
| સામગ્રી | sТ/sВ | મેક્સીમાલ્નાયા толщина листа | નેઇમેનિશયા высота буртика | રાદીયુસ |
| Мягкая сталь | 250/320 મપા | 1,2 મીમી* | 30 મીમી | 3,5 મીમી |
| 1,0 મીમી | 15 મીમી | 2,2 મીમી | ||
| 0,8 મીમી | 10 મીમી | 1,5 મીમી | ||
| અલ્યુમિની | 140/160 МПа | 1,2 મીમી* | 30 મીમી | 1,8 મીમી |
| 1,0 મીમી | 15 મીમી | 1,2 મીમી | ||
| 0,8 મીમી | 10 મીમી | 1,0 મીમી | ||
| નરજાવ્યુશયા સ્ટાલ | 210/600 МПа | 0.8 મીમી* | 30 મીમી | 3,5 મીમી |
| 0,65 મીમી | 15 મીમી | 3.0 મીમી | ||
| 0,55 મીમી | 10 મીમી | 1,8 મીમી |
*) Только с дополнительной пластиной, присоединяемой к гибочной балке!
3.3 НАБОР КОРОТКИХ ПРИЖИМНЫХ ПЛАСТИН ડેલિના:
25;38;52;70;140;280;597;1160 મીમી
Все пластины (за исключением 597 и 1160 mm) могут соединяться для гибки заготовок длиной от 25 мм до 5755
3.4 ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА
В комплект поставки может быть включена специальная прорезная прижимная балка с пазами шириной 8 мм и глубиной 40 мм, позволяющих изготавливать изделия длиной не менее15мм и не более 1265 мм.
Для более глубоких изделий используйте набор коротких прижимных пластин.
4.КОНТРОЛЬНЫЕ ПАРАМЕТРЫ ОБОРУДОВАНИЯ
4.1ВКЛЮЧЕНИЕ /ВЫКЛЮЧЕНИЕ ПОЛНОГО ПРИЖИМНОГО УСИЛИЯ
Движение сгибающей બલકી
Реверсивное движение для выключения станка.90 અને должно быть в пределах 15 5 માં IZMEряется задней части от 15.
4.2УГЛОВАЯ ШКАЛА
Показания на углу индикатора, когда сгибающая балка установлена на 901.с помощью инженерного квадрата.
4.3 કેઓઆરપીયુએસ МАГНИТА
Не плоскостность поверхности магнита max 0,5 mm.Шероховатость поверхности магнита મહત્તમ 0,1 mm.
4.3ГИБОЧНАЯ БАЛКА
ન прямолинейность рабочей поверхности મહત્તમ 0,25 mm.ન прямолинейность дополнительной балки મહત્તમ 0,25 mm.
4.4ОСНОВНАЯ ПРИЖИМНАЯ БАЛКА
Не прямолинейность сгибающего края મહત્તમ 0,25 mm.
Высота подъема над поверхностью основной балки не менее 3 mm.
Убедитесь, что при установленных в положение 1 указателях на опорах балки ее рабочяя кромка расположена параложение.
4.5ШАРНИРЫ
Проверьте наличие смазки на валиках и секционных блокираторах.Убедитесь, что шарниры вращаются легко и свободно на 180 градусов.
Убедитесь, что шплинты шарниров не вращаются и зажаты удерживающие гайки.
5.ЭКСПЛУАТАЦИЯ
ВНИМАНИЕНИЕ!
Листогиб «Магнабенд» развивает усилие основного прижима в несколько тонн (см. технические характеристики).સ્ટાનોક оборудован двумя защитными блокировками.Первая обеспечивает использование безопасного предварительного прижима перед запуском основного, а вторая – опускание прижимной балки на высоту 5 мм над поверхностью стола перед включением магнита.Это обеспечивает защиту от случайного попадания пальцев под прижимную балку при включении электромагнитного .
Только один оператор управляет станком.Никогда не кладите пальцы под прижимную балку.
5.1НОРМАЛЬНАЯ ГИБКА
Убедитесь, что станок подключен к сетевой розетке и включен.Прижимная балка должна подниматься и опускаться рукоятками, расположенными слева и справа от стоек.બાલકા опускается и поднимается при помощи подъемных штифтов, управляемых этими рукоятками.Между полностью опущенной прижимной и основной balkami, по centru станка остается зазор 3…4 mm.
Если подъемные штифты зафиксированы в нижнем положении, освободите их, подав назад обе рукоятки (расположенные под станком около каждой стойки) и опустив их от себя.Это должно немного приподнять прижимную балку.Для полного подьема балки, потяните рукоятки на себя до упора.Что бы опустить прижимную балку подайте рукоятки назад до упора и отпустите.Они должны зафиксироваться в заднем положении.
એકДля проверки зазора поднимите гибочную балку на 90° и измерьте промежуток между краем прижимной балки и повьючной балку.(Для получения наилучших результатов этот зазор должен быть немного больше толщины заготовки).
2.Вставьте заготовку под прижимную balku.(При необходимости можно установить ограничители).
3.ઓપ્યુસ્ટિટે પ્રિઝિમન્યુયુ બલકુ ઈન ઝાગોટોવકુ.Это можно сделать при помощи рукояток, или просто нажав на прижимную балку.ઉદાહરણ: внутренняя блокировка гарантирует, что станок не включится, пока прижимная балка не опущена на 5 моплаюстена.Если прижимная балка не опускается полностью (ઉદાહરણ તરીકે, она упирается в изогнутую заготовку), блокировка можевка можевка можевка можется полностью
4.Нажмите и удерживайте одну из трех зеленых кнопок START અથવા и используйте ножной выключатель прижима.Это приведет к приложению усилия предварительного прижима.
5.Второй рукой поднимите одну из гибочных рукояток на небольшой угол.В результате включится микропереключатель, приводящий в действие усилие основного прижима.Кнопка START (или ножной выключатель) должна быть теперь отпущена.
6.Начните выполнять загиб, нажав на обе рукоятки при достижении требуемого угла загиба.(Во время тяжелых гибочных работ необходима помощь ассистента).Угол загиба постоянно отображается на градуированной шкале, нанесенной на правую рукоятку.Обычно необходимо гнуть заготовку на несколько градусов больше требуемого угла для обеспечения последующевявямоговямого.Для повторения загиба можно установить стопор при достижении требуемого угла.Когда движение гибочной балки изменит направление, станок выключится автоматически.
В момент выключения электрическая схема станка генерирует импульс обратного тока через электромагнит, удаляющий остаточную намагниченность и позволяющий немедленно поднять прижимную балку.
Для удаления заготовки поднимите прижимную балку, слегка толкнув ее вверх, и установите заготовку для следуаюащ.(При необходимости, поднимите прижимную балку вверх при помощи одной из подъемных рукояток).
ВНИМАНИЕ
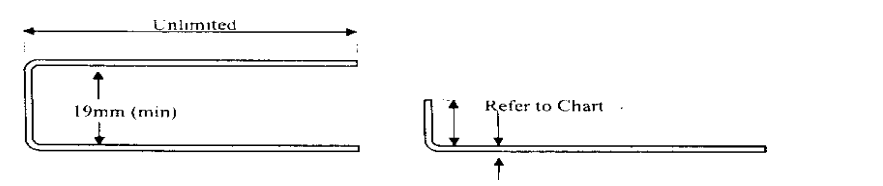
● Для предотвращения повреждения края прижимной балки или верхней поверхности магнитного пресса не кладите мепресса не кладите мепрежимной балкиમિનિમાલ્નાયા રીકોમેન્ડ્યુએમાયા ડેલિના ઝાગીબા પ્રી ઇસ્પોલ્ઝોવની સ્ટૅન્ડાર્ટનોઈ પ્રિઝિમનોઈ બાલ્કી – 15 મી.
● Усилие прижима магнита меньше, если он горячий.Поэтому для получения наилучшей производительности используйте прижим столько времени, сколько необходимо для , забен забен.
● Если Вы кратковременно нажали на педаль или кнопку START, и не начали процесс гибки, прижимная балка может остаться примагниченной в следствие того, что конденсаторы схемы размагничивания не успели зарядиться.Для их зарядки в таком режиме требуется около 10 секунд.Повторно нажмите педаль и удерживайте ее в течение этого времени, либо начните процесс гиба заготовки.
5.2ИСПОЛЬЗОВАНИЕ ОГРАНИЧИТЕЛЕЙ
Ограничители удобно использовать при большом количестве загибов, выполняемых на одном расстоянии от края заготовки.После однократной установки ряда ограничителей может быть выполнено любое количество загибов без необходимовкиязимостановки ряда.
Обычно ограничители используются в виде брусков, расположенных таким образом, чтобы сформировать длинную повкавеарковесть.Если подходящих брусков нет, можно использовать надставку к гибочной балке.
ПРИМЕЧАНИЕ: Если необходимо установить ограничители под прижимную балку, вместе с ограничителями можно использовать полосу листового металла такой же толщины, что и заготовка.
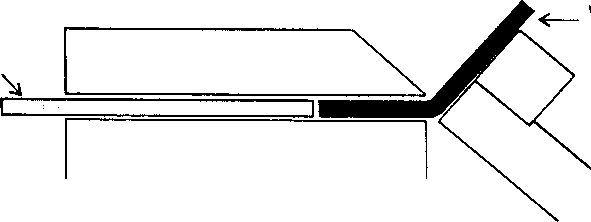
5.3ЗАГИБАНИЕ КРОМКИ
તકનીક, используемая для загибания краев металлического листа, зависит от его толщины и в некоторой степени отины.
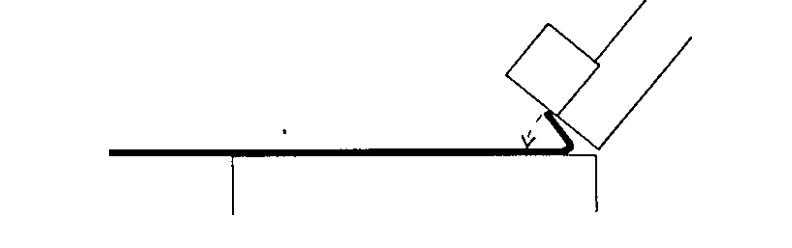
Тонкие листы (0,8 mm)
1.Производится как нормальная, но осуществлять гибку нужно как можно дальше (135).
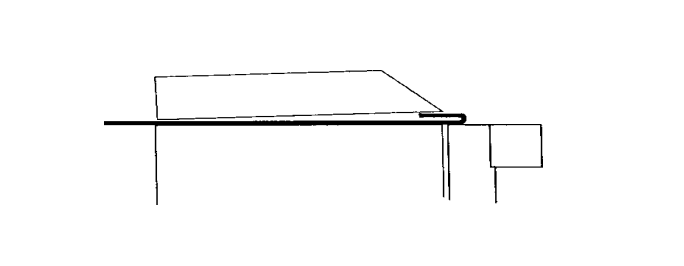
2.Снимите прижимную балку, металлический лист на станке подвиньте назад примерно на 10 mm.Затем гибочной балкой произведите «догибку» кромки.(Прижимную балку применять не нужно).
દાખલા: не пытайтесь делать узкие загибы на толстых металлических листах.
3.При работе с толстыми металлическими листами, в случаях, если кромка не очень узкая, возможно достижение болегипользими металлическими листами.
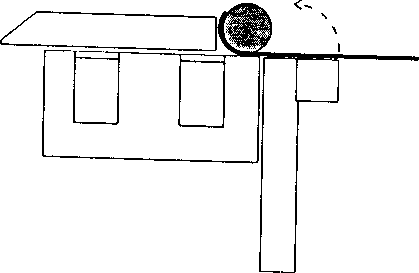
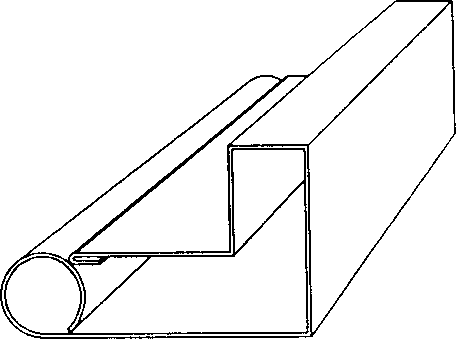
5.4ЗАКРУГЛЕННЫЙ КРАЙ
Закругленные концы формируются путем наматывания стального листа на стальной цилиндр различной толщины.
1.Разместите лист metallla, прижимную balku и стальной цилиндр так, как указано на рисунке.
а) Убедитесь, что прижимная балка не перекрывает фронтальную сторону станка в точке а , поскольку в этом случае магнитный поток пройдет мимо металлического цилиндра и сжимающая сила будет слишком мала.
б) Убедитесь, что металлический цилиндр находится на стальной передней части станка а не на алюминиевой, находященевой.
с) Цель прижимной балки заключается в направлении магнитного поля с внутрь металлического цилиндра.
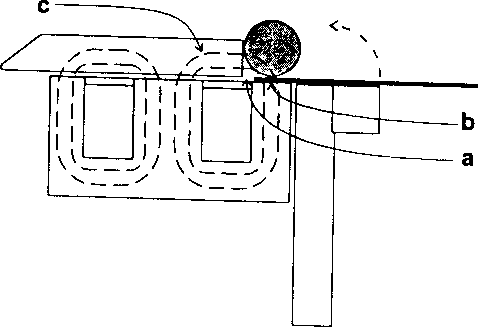
2.Загните metallliceskiy лист как можно дальше, после чего переложите его как указано на рисунке.
3.Повторите действие 2, если это необходимо.
5.5ПРОБНЫЙ МЕТАЛЛИЧЕСКИЙ લિસ્ટ
В целях более полного ознакомления с Вашим станком и теми операциями, которые он может выполного ознакомления, рекомендовесует знакомления
1.Выберите металлический лист из мягкой стали или алюминия толщиной 0,8 мм и вырежьте заготовку размерами 335 м0мна.
2.Разметьте линии на листе металла как указано ниже:
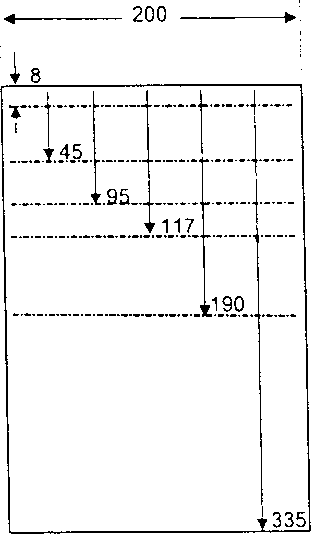
3.Выровняйте линию сгиба 1 и сделайте загиб кромки листа (Смотри Загибание кромки ).
4.Переверните металлический лист и пододвиньте его под прижимную балку так, чтобы завернутый край был направонутый край был.Переместите прижимную балку вперед и выровняйте линию сгиба 2. Согните заготовку на угол 90.Пробный лист будет выглядеть следующим образом:
5.Переверните металлический лист и сделайте загибы 3, 4, 5, каждый на угол 90.
6.Для завершения формы заверните оставшуюся часть листа на стальной цилиндр диаметром 25 mm.
Выберите прижимную пластины на общую длину 280 mm и разместите их, заготовку и стальной цилиндр как указано ранегую длину.
Удерживайте стальной цилиндр правой рукой и произведите предварительный зажим путем нажатия на кнопку СТАРТ лев.Затем правой рукой потяните ручку (при этом кнопку СТАРТ можно отпустить).આ
(ઓકોલો 90 ).Переложите заготовку (как указано в разделе закругленный край ) અને заверните еще.Продолжайте завертывание листа, пока он не будет завернут полностью.
PROBNAIA FORMA GOTOVA:
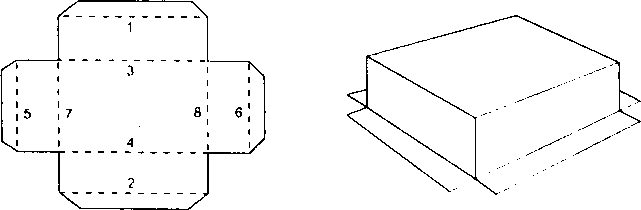
5.6ЯЩИКИ
Существует много способов изготовления ящиков.«Магнабенд» идеально подходит для этой цели, особенно, когда необходимо создать сложные ящики, поскольку использование коротких прижимных пластин значительно упрощает выполнение сложных сгибов.
5.6.1Простые ящики
1.Сделайте первые два сгиба, используя длинную прижимную балку как при нормальной гибке.
2.Выберите одну или несколько коротких прижимных пластин и разместите их как указано на рисунке.(Нет необходимости точно подбирать их по длине, поскольку изгиб будет выполнен по меньшей мере в 20 мжпирать их по длине).
Для сгибов длиной до 70 mm, подберите наибольшую пластину, которая подойдет.Для большей длины сгиба может понадобиться использование несколько прижимных пластин.Выберите самую длинную пластину, которая подойдет, затем еще одну, которая поместится в образовавшийся промежуток и, возможно, еще одну для достижения необходимой длины.
Для многократных сгибов можно соединить короткие прижимные пластины в одну прижимную балку необходимой Ваным.Если ящики имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет Имеют низкие края и у Вас имеется прорезная сгибающая балка, возможно быстрее будет.
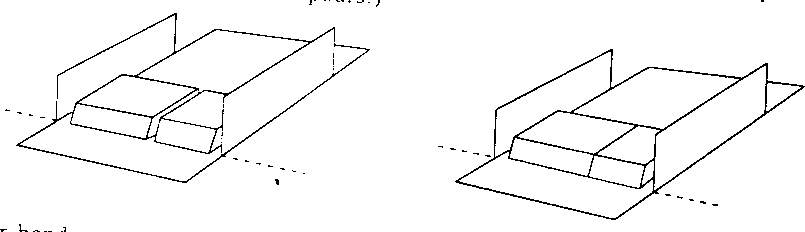
5.6.2Ящики с загнутыmi вовнутрь краями
Ящики с загнутыми вовнутрь краями могут быть изготовлены с использованием стандартного набора прижимных пластин таким образом, чтобы одно из измерений было больше, чем ширина самой прижимной пластины (98 мм).
1.Используя штатную прижимную balku, выполните сгибы 1,2,3 અને 4.
2.Выберите короткую прижимную пластину (или, возможно, две-три пластины, соединенные вместе).Ее длина должна быть короче, по крайней мере на толщину загиба, чем ширина самой коробки (чтобы затем можено быть короче).Сделайте сгибы 5,6,7 અને 8.
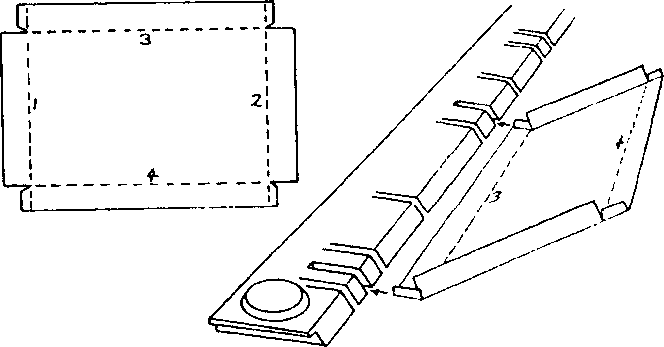
5.6.3Ящики с отдельными краями.
Ящик, изготовленный с отдельными краями, имеет ряд преимуществ:
-on экономит материал, если у ящика глубокие края
-в этом случае не надо подгонять углы
-все разрезы можно сделать с помощью гильотины
-все сгибы могут быть сделаны с помощью штатной прижимной балки.
И ряд недостатков:
-необходимо делать больше сгибов
- большее количество углов должно быть соединено
- больше металлических углов и креплений видно на готовом ящике.
Для изготовления такого ящика необходимо:
1. Подготовить форму как указано на рисунке.
2.Сделать первые четыре сгиба на основной заготовке.
3.Затем выполнить по четыре сгиба на каждой из боковых заготовок.При осуществлении каждого сгиба вставляйте узкий край боковой заготовки под прижимную пластину.
4.સોબરિટે ящик.
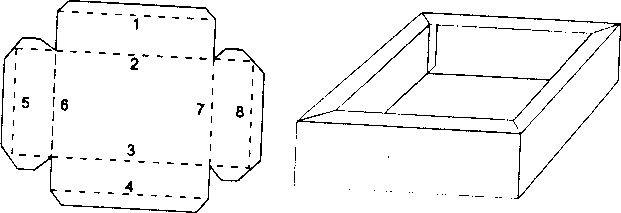
5.6.4Ящики с простыми углами
Ящики с простыми углами и выступающими загибами просты в изготовлении, если длина и ширина больше чем ширина наимино больше чем шипающими.
1.પૉડગોટોવીટી ફોર્મ
2.Используя штатную прижимную балку сделать сгибы 1,2,3 અને 4.
3.Вставить конец заготовки под прижимную балку для осуществления сгибов 5 અને 6.
4.Используя соответствующие короткие прижимные пластины сделать сгибы 7 અને 8.
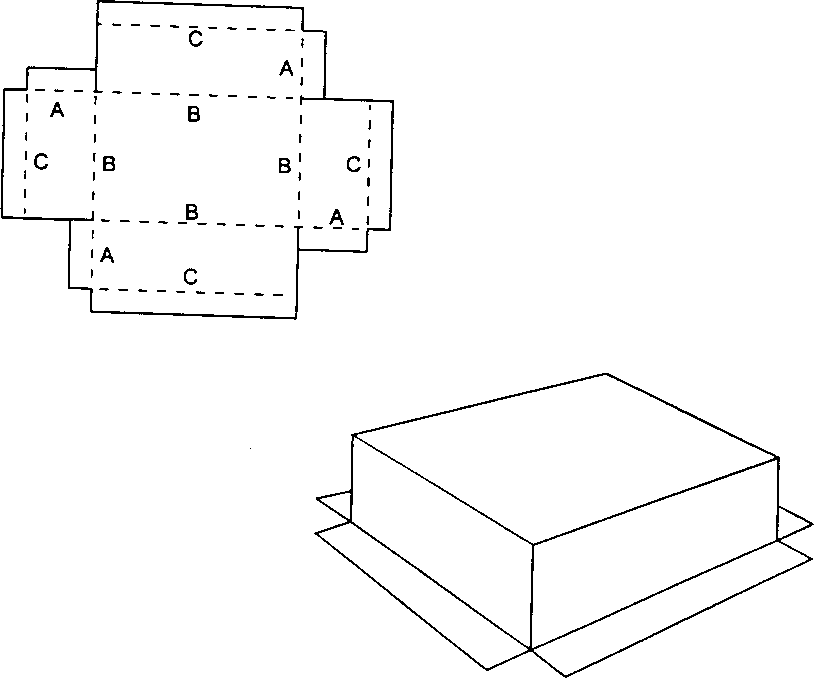
5.6.5Ящик с перекрывающимися углами
При изготовлении такого ящика без использования отдельных краев необходимо соблюдать правильную последовательбность.
1.Подготовьте форму с разметкой сгибов как указано на рисунке.
2.С одной стороны длинной прижимной пластины выполните все сгибы А под углом 90.Это лучше сделать, подставляя загибаемые края под прижимную пластину.
3.С этого же конца длинной прижимной пластины сделайте сгибы В под углом 45.Старайтесь подставлять под прижимную пластину не дно ящика, а его края.
4.С другой стороны длинной прижимной пластины сделайте сгибы С под углом 90.
5.Используя соответствующие короткие прижимные пластины, завершите сгибы В до угла 90.
6.Соедините углы.
Помните, что глубокие ящики лучше изготавливать с отдельными краями.
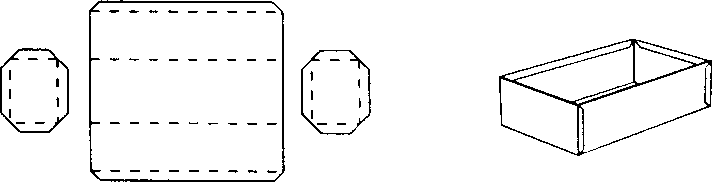
5.7ПРОРЕЗНАЯ ПРИЖИМНАЯ БАЛКА Изготовление подносов
Прорезная прижимная балка, если она включена в комплект поставки, идеальна для быстрого и точного изготовления меллючена меллючена меллючовх.Преимущество прорезной балки перед набором коротких пластин заключается в том, что сгибаемая линия автоматичевский высниматически.Тем не менее, короткие прижимные пластины могут быть использованы для изготовления подносов неограниченной глубины и, вне всякого сомнения, лучше подходят для изготовления сложных форм.
Пазы расположены таким образом, чтобы изготовить поднос размеров, указанных в разделе технической характерипистимувкие характериположены.При изготовлении подноса Вам следует выбрать и использовать два паза, расстояние между которыми соответствеми соответствемогравить соответствемоговет.
Для изготовления мелкого (неглубокого) подноса
એક
2.Затем выберите два паза, между которыми будете загибать оставшиеся две стороны.Это делается очень легко и удивительно быстро методом подбора двух пазов, удаленных друг от друга на неомоямостои.
3.Когда Вы установите края подноса под прижимную балку между двумя выбранными пазами, произведите остановите оставите.Ранее загнутые стороны войдут в выбранные Вами пазы когда последние сгибы будут завершены.
При изготовлении подносов, длина которых почти достигает длины прижимной балки, возможно, следует использовать вмазин.
5.8ઓગ્રાનિટી
Ограничители используются в тех случаях, когда необходимо сделать большое количество сгибов, все из когда когда количество сгибов, все из когда количество сгибов,После правильной установки ограничителей, любое количество сгибов может быть произведено без дополнительных измевреми.
Обычно ограничители используются, когда пластина располагается напротив них, чтобы образовать достаточное простаточное пространствявяво.Какая-либо специальная дополнительная пластина не входит в комплект поставки, однако, Вы можете использовать уд.
Примечание: если необходимо установить ограничитель под прижимной балкой, это может быть сделано путем совместного использования ограничителя и полоски металлического листа такой же толщины, как и сама заготовка.
5.9ТОЧНОСТЬ
Проверка точности Вашего станка
Все рабочие поверхности «Магнабенд» должны быть ровными и гладкими с допустимой погрешностью до 0,2 мм по всповсеми.
નેઈબોલી વાલ્ઝન એસ્પેકટ:
1.Ровность рабочей поверхности сгибающей балки.
2.Ровность сгибающего края прижимной пластины.
3.પારાલલેલ્નોસ્ટિયા этих двух поверхностей.
Эти поверхности можно проверить точным прямоугольником, но существует и другой метод соотнесение этих поверхносение этих поверхносение проверить прямоугольником.આ માટે:
એક(Balka может быть зафиксирована в этой позиции путем установки зажимного ограничителя на задней стороне угловочогукарки).
2.Проверьте расстояние между сгибающим краем прижимной балки и рабочей поверхностью гибочной balki.Используя настройки опор прижимной балки, установите это расстояние на величину 1 мм на каждом конце.(Используйте кусочек металлического листа или щуп).
Убедитесь, что расстояние одинаково на всей протяженности прижимной балки.Расхождения должны быть не более 0,2 mm.Само расстояние должно быть не более 1,2 mm и не менее 0,8 mm.(Если настройки показывают разные величины, переустановите их как указано в разделе Обслуживание и уход .
ઉદાહરણ:
а) Прямолинейность прижимной пластины по вертикали (на виде спереди) не важна, поскольку она выравнивается после выравнивается после выравнивается посли.б) Расстояние между гибочной балкой и корпусом магнита, когда балка находится в своей обычной позиции, дождом2.Это расстояние не влияет на точность гибки.
с) «Магнабенд» может осуществлять острые сгибы и более тонких листов, а также такие материалы, как алюминий и.В то же время при гибке более толстых листов, а также таких материалов, как обыкновенная и нержавеющая сталь нержавеющая сталь нуповерущая стальне.(Смотрите раздел Технические характеристики ).
d) Однообразие сгиба на более толстых листах можно достичь путем использования отходов того же листа, из которого вырезана заготовка для заполнения свободных пространств под прижимной балкой.
6. ОБСЛУЖИВАНИЕ И УХОД Рабочие поверхности
Если на рабочих поверхностях появится налет ржавчины, она окислилась или повреждена, ее можно восстановить.Поверхности в этом случае следует обработать шкуркой Р200, после чего нанести специальное защитное покрыпитие, CRP556.
Смазка петель гибочной balki
Если «Магнабенд» используется постоянно, необходимо смазывать петли ежемесячно.Если станок используется не очень часто, смазку этих деталей можно производить реже.
Два отверстия для смазки находятся на основной шарнирной плите петли.Сферическая опорная поверхность также должна быть смазана.
Настройки
Настройки в опорах штатной прижимной балки предназначены для установки зазора в зависимости от толщины заготовки, можениеНастройки устанавливаются на заводе и соответствуют заготовке толщиной в 1mm в положении «1» .Если эти установки сбиты, то следует произвести настройку в следующем порядке :
1.Удерживайте гибочную balku в положении 90 градусов.
2.Установите кусочек листового металла толщиной в 1 мм на каждый конец между сгибающим краем прижимной пластиныбай.
3.Nе обращая внимания на разметку, вращая ручки регулировки на опорах, слегка зажмите кусочки металла между сгибажаючки металла между сгибажаючки металля внимания
4.Используя специальный 3 мм шестигранный ключ, осторожно ослабьте установочный винт для освобождения освобождения кольцойный.Затем поверните кольцо таким образом, чтобы насечка показывала 1 .Проделайте это без вращения внутреннего корпуса.Затяните установочный винт.
5.Повторите те же действия для второй опоры.
Подпружиненные шаровые пятки опор могут залипать, если в них попадет грязь.Если это произошло, устраните проблему путем надавливания и отпускания пятки опоры тупым предметом при одновремененномоговымодажение при.
7.ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ
7.1 Для определения характера неисправности проделайте следующие операции:
1.Убедитесь, что питание станка включено, путем визуального контроля индикаторной лампы выключателя питания.
2.Если питание включено, но станок не работает и при этом нагревается катушка электромагнита, возможно, сработал термотрамопредет.В этом случае подождите, пока станок остынет (около получаса), затем повторите попытку.
3.Двуручный встроенный механизм обеспечения безопасности пуска требует, чтобы кнопка СТАРТ была нажата до то.беспеченияЕсли Вы сначала потянули ручку, станок работать не будет.Это может случиться и в случае, если гибочная балка значительно смещена от начального положения.В этом случае перед запуском установите ее в крайнее нижнее положение.Если проблема повторится, то возможно, рычаг углового выключателя нуждается в настройке.
4.નેકોર્રેક્ટનાયા રાબોટા ક્નોપકી СТАРТ.Попробуйте запустить станок ножной педалью пуска.
5.Если питание включено, но станок не работает, также проверьте соединение электронного модуля и катушки электромагнита.
6.Если при нажатии кнопки «СТАРТ» не происходит предварительного прижима балки, но при поднятии ручки гибочной балки (начало процесса гибки) включается основной прижим и при отпущенной кнопке «СТАРТ» не выключается, то нуждается в замене конденсатор 15 мФ.
7.Если срабатывает внешний автомат защиты электросети, наиболее вероятной причиной является неисправность выпрями.
7.2Осуществляется легкий (предварительный), не полный прижим:
1.Убедитесь, что микропереключатель, раположеный в районе одной из петель гибочной balki, срабатывает правильноЕго включение производится квадратной латунной
деталью – толкателем, присоединенной к механизму индикации угла.При поднятии ручки.гибочная балка вращается и передает вращение толкателю, толкатель включает микропереключатель внутри электронного .Переместите ручку вперед и назад.Вы должны слышать щелчки микропереключателя.Если щелчков нет, переместите гибочную балку таким образом, чтобы было видно толкатель.Переместите балку вверх – вниз, толкатель должен вращаться в ответ на ее движение (пока не войдет в зацепление в зацепление).Если этого не происходит, возможно, ему необходимо больше сцепляющей силы с осью.Это, как правило, связано с двумя болтами М8 на краях толкателя, которые могут быть не до конца затянуты.Если же толкатель вращается и хорошо входит в зацепление, но не включает микропереключатель, то он нуждается входит.Для этого отключите станок от сети, а затем снимите панель с электрическими входами.Момент включения может быть отрегулирован вращением болта, который проходит через толкатель.Этот болт должен быть отрегулирован таким образом, чтобы микропереключателя щелкал, когда нижний край гибочной балки продвигается на расстояние около 4 мм (регулировка так же может быть произведена путем сгибания рычага микропереключателя).
2.В случае, если микропереключатель не работает при исправном толкателе, то он нуждается в замене.
3.Esli Ваш станок оборудован вспомогательным переключателем, убедитесь, что он установлен в положение normal .В положении AUX CLAMP станок будет осуществлять только предварительный зажим.
7.3Зажим производится хорошо, но прижимная балка не приподнимается после выключения stanka.
Это указывает на неисправность размагничивающей цепи.Наиболее вероятной причиной является выход из строя резистора 6,8.Также проверьте все диоды и исключите возможное «залипание» контактов в реле.
7.4Станок не сгибает листы большой толщины.
1.Убедитесь, что толщина металла и длина линии гиба соответствует техническим характеристикам Вашего станка.Также проверьте, чтобы при сгибании 1.6 мм заготовки удлинительная пластина плотно прилегала к гибочной балке по всей длине без ступеньки и минимальная высота загибаемого бортика составляла не менее 30 мм.Это означает, что бы не менее 30 mm металлического листа выступала за край прижимной балки.Более низкие бортики возможно делать в тех случаях, когда длина гиба короче длины станка.
2.Если обрабатываемый лист металла не заполняет пространство под прижимной балкой на всю глубину, то это может может балкой на всю глубину, то это может может.Для лучшего результата заполняйте свободное пространство полосами листового металла, толщина которых равна толщине.Для лучшего прижима используйте полосы из стали, даже если сама заготовка не стальная.
Это также лучший способ сделать узкий бортик на заготовке.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Изготовитель гарантирует качественное изготовление и работу станка для гибки
«Магнабенд» и аксессуаров к нему.Срок гарантии составляет 12 месяцев со дня продажи.
Наши обязательства в рамках гарантии ограничены ремонтом или заменой неисправных узлов и агрегатов и не распространяются на ущерб, причиненный в результате неправильного использования данного оборудования.
Эта гарантия не распространяется на те случаи выхода оборудования из строя, которые связаны с использованием станка не по назначению, небрежным или неправильным его использованием, а также порчей оборудования во время транспортировки.Исключаются также случаи непредусмотренного ремонта оборудования и нарушения требований данной инструкции.
Возврат оборудования должен осуществляться в соответствии с правилами перевозки.
ઇન્ફોર્માસી માટે ઝેપોલોનિટી:
મોડલ સેરિનેય નોમર દાતા પોકુપકી
સરનામું અને имя дилера
પ્રિયજન 1.
Минимально допустимый радиус изгиба для деталей из стального листа.
AWF 7965 DIN 6935 ( 10.75)
| મેક્સીમાલ્નાયા толщина в мм | 0,4 | 0,6 | 0,8 | 1,0 | 1,5 | 2,5 | 3,0 | 4,0 |
| Сталь с минимальным пределом прочности на разрыв N |મીમી ² | Минимально допустимый радиус изгиба в мм | |||||||
| 390 થી | 0,6 | 0,6 | 1,0 | 1,0 | 1,6 | 2,5 | 3,0 | 5,0 |
| 390 …490 | 1,0 | 1,0 | 1,6 | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| 490 …640 | 1,6 | 2,5 | 2,5 | 2,5 | 2,5 | 4,0 | 5,0 | 6,0 |
પ્રિયજન 2.
ЭЛЕКТРОСХЕМА
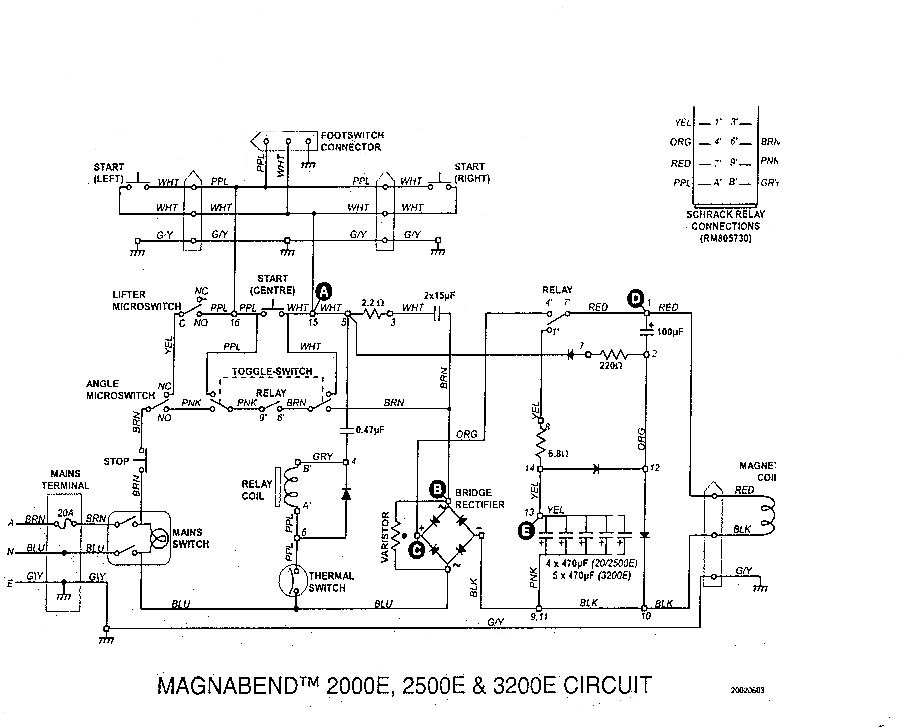
| ટૅબ્લિસા કન્ટ્રોલ напряжений | |||||
| AS (V) | ડીસી (વી) | ||||
| Измерять относительно провода | ગોલોબોય | ચર્નીય | |||
| Контрольная точка | A | B | C | D | Е |
| રીઝિમ | 240 | 25 | +25 | +25 | -300 |
| રાબોચીય રેજીમ | 240 | 240 | +215 | +215 | -340 |
ВНИМАНИЕ:
При подключении соблюдать фазировку:
-કોરીચનેવિય પ્રોવોડ – ફેઝા;
-ગોલબૉય провод – ноль;
-зелено-желтый провод – земля.
પોસ્ટનો સમય: સપ્ટેમ્બર-13-2022